






















|
넓은 베이스 플레이트를 갖춘 가공된 더블 비트 계류 볼라드 | JIS F 2001 B형
제품 상세 정보:
| 원래 장소: | 중국 |
| 브랜드 이름: | Zhongyuan Marine Equipmen |
| 인증: | CCS, NK, BV, ABS, DNV, LR, KR, IRS, RS, RINA, CRS, Makers Test Certificate |
| 모델 번호: | 표준 또는 맞춤형 |
결제 및 배송 조건:
| 최소 주문 수량: | 1개 단위 |
|---|---|
| 가격: | Based on quotation |
| 포장 세부 사항: | 표준 팔레트 또는 맞춤형 포장 수출 |
| 배달 시간: | 프로젝트 요구 사항에 따라 |
| 지불 조건: | 전신환, 신용장 |
| 공급 능력: | 프로젝트 요구사항에 따른 맞춤형 생산 |
|
상세 정보 |
|||
| 기준: | JIS F 2001 B형 | SWL 범위: | 29KN-981KN |
|---|---|---|---|
| 재료: | C-Mn강, 스테인레스강도 쇄빙선용 특수강 공급 가능 | 공칭 직경: | 100~800mm |
| 무게: | 18.9~3071kg | 표면 처리: | S2.5로 샌드블라스팅 + 에폭시 숍 프라이머 1층, 광택 스테인레스 스틸, 맞춤형 표면 처리 가능. |
| 등급 확인서: | CCS, NK, BV, ABS, DNV, LR, KR, RINA, IRS, RS 등 | ||
| 강조하다: | JIS F 2001-1990 보트 계류 볼라드,보트 계류 볼라드,JIS F 2001-1990 선박 계류 장비 |
||
제품 설명
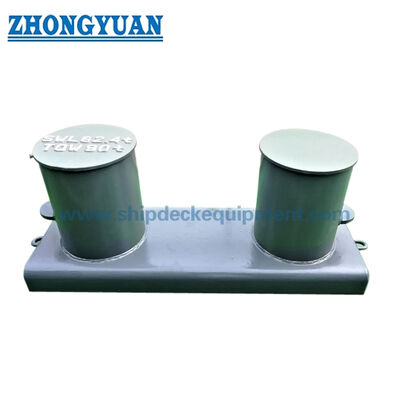
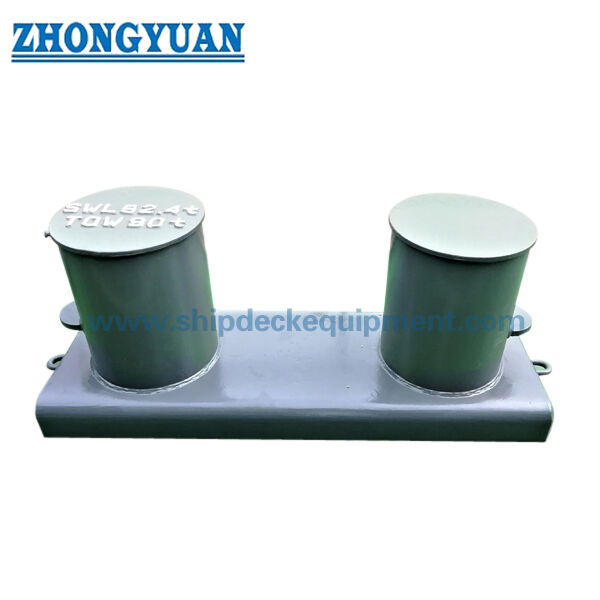
넓은 베이스 플레이트를 갖춘 가공된 더블 비트 계류 볼라드 | JIS F 2001 B형
제품개요
JIS F 2001 Type B 가공 이중 비트 계류 볼라드는 선박 갑판에 계류 라인을 고정하는 데 사용되는 데크 용접 선박 계류 부속품입니다. Type B 배열은 넓은 베이스 플레이트에 제작된 두 개의 포스트를 사용하며 볼라드는 일반적으로 표준 유형, 공칭 직경, SWL, 데크 배열, 로프 유형, 용접 인터페이스, 코팅 요구 사항 및 인증 범위에 따라 선택됩니다.
이 용접 강철 구조물의 경우 기둥은 강철 파이프로 만들거나 강철판을 파이프로 굴려 용접하여 만들 수 있습니다. 파이프와 베이스 연결은 적절한 홈 용접으로 준비해야 하며 데크 연결은 승인된 조선소 용접 세부 사항을 따라야 합니다. 계류 라인과 접촉할 수 있는 용접 이음매 또는 가장자리는 서비스 중 국부적인 로프 마모를 줄이기 위해 드레싱되고 부드럽게 연마되어야 합니다.
빠른 사양
• 제품 유형: 넓은 베이스 플레이트를 갖춘 이중 비트 계류 볼라드 제작 → 선박 갑판 배치를 위한 데크 용접 계류 지점.
• 표준 및 유형: JIS F 2001 Type B, ISO 13795 참조 → 선박 및 해양 기술 응용 분야용 베이스 플레이트 유형 볼라드.
• SWL 범위: 제공된 표의 29 ~ 981 kN → 초기 볼라드 크기 선택에 사용됩니다. 데크 보강 및 승인은 프로젝트에 따라 달라집니다.
• 공칭 직경 범위: 100 ~ 800 mm → 제공된 유형 B 크기 범위 내에서 소형부터 대형 선박 갑판 계류 위치까지 포괄합니다.
• 포스트 외부 직경: Φ114.3 ~ Φ812.8 mm → 시각적 확인, 제작 계획 및 웹페이지 도면 일치를 위한 주요 포스트 치수.
• 중량 범위: 18.9 ~ 3071kg → 견적, 취급, 포장, 운송 계획 및 조선소 설치 준비에 유용합니다.
• 제작 경로: 강관 또는 강판을 파이프에 감아서 → 종방향 용접 및 로프 접촉 부분은 해당되는 경우 부드럽게 연마해야 합니다.
• 표면 처리: Sa 2.5 블라스팅 + 참조용 1층 에폭시 숍 프라이머 → 광택 처리, 아연 도금 처리 또는 맞춤형 마감 처리는 지정 시 논의할 수 있습니다.
주요 기술 매개변수
JIS F 2001 Type B 제작 이중 비트 계류 볼라드의 주요 웹페이지 치수입니다. 별도로 명시하지 않는 한 치수는 mm 단위입니다. SWL 값은 제공된 표에 있으며 프로젝트 확인 없이 로프 MBL, 테스트 하중 또는 절단 하중으로 변환해서는 안 됩니다.
| 공칭 직경 (mm) | SWL(kN) | 체중(kg) | 에이(mm) | 비(mm) | 기음(mm) | 디(mm) | Φ(mm) |
| 100 | 29 | 18.9 | 196 | 250 | 165 | 445 | 114.3 |
| 125 | 39 | 29.4 | 246 | 315 | 195 | 540 | 139.8 |
| 160 | 49 | 44.7 | 316 | 400 | 225 | 670 | 165.2 |
| 200 | 78 | 79.5 | 378 | 500 | 290 | 860 | 216.3 |
| 250 | 118 | 139 | 470 | 630 | 360 | 1065 | 267.4 |
| 315 | 196 | 261 | 597 | 800 | 430 | 1300 | 318.5 |
| 355 | 255 | 361 | 663 | 890 | 480 | 1475 | 355.6 |
| 400 | 314 | 502 | 749 | 1000 | 550 | 1630년 | 406.4 |
| 450 | 382 | 685 | 841 | 1130 | 620 | 1840년 | 457.2 |
| 500 | 451 | 911 | 928 | 1250 | 690 | 2040년 | 508.0 |
| 560 | 549 | 1208 | 1025 | 1380 | 750 | 2240 | 558.8 |
| 630 | 686 | 1601 | 1152 | 1570 | 820 | 2510 | 609.6 |
| 710 | 804 | 2252 | 1294 | 1750년 | 960 | 2840 | 711.2 |
| 800 | 981 | 3071 | 1480 | 2000 | 1100 | 3240 | 812.8 |
선택 및 문의 안내
1단계: JIS F 2001 Type B로 제작된 더블 비트 계류 볼라드를 확인하고 선박 계류 배열에 따라 공칭 직경/SWL을 선택합니다.
2단계: 로프 유형, 로프 크기, 예상 로프 리드 방향, 계류줄 배열, 볼라드가 신조용인지 교체용인지 확인합니다.
3단계: 데크 설치 위치, 데크 보강, 베이스 플레이트 용접 인터페이스, 홈 준비 및 조선소 용접 또는 NDT 요구 사항을 확인합니다.
4단계: 제작 요구 사항 확인: 강관 포스트 또는 강판을 파이프에 감아 넣고, 파이프와 베이스 사이의 홈 용접, 로프 접촉 부분의 용접 이음매 연삭.
5단계: 재료 등급, 표면 처리, 코팅 시스템, 해당하는 경우 아연 도금/광택 요구 사항 및 부식 방지 요구 사항을 확인합니다.
6단계: 견적 전 인증서 범위 확인: 제조사 인증서, 재료 인증서, 클래스 인증서, 입회 검사 또는 클래스 승인 요구 사항.
7단계: 수량, 선박 유형, 설치 도면 또는 참조 사진, 배송 목적지, 포장 요구 사항 및 필요한 배송 시간을 제공합니다.
구조
두 개의 조작된 수직 기둥 | 넓은 베이스 플레이트 | 파이프-베이스 홈 용접 | 데크 용접 엣지 | 부드러운 접지 로프 접촉 솔기 | 강관 또는 압연강관 공사 | 프라이머 또는 특정 표면 처리 구입
제작, 용접 및 계류 엔지니어링의 장점
• 유형 B의 넓은 베이스 플레이트는 선박 계류 스테이션을 위한 명확한 데크 용접 인터페이스를 제공합니다. 최종 데크 보강 및 용접 세부 사항은 조선소 또는 설계 사무소에서 확인해야 합니다.
• 프로젝트 요구 사항, 자재 가용성 및 제작 계획에 따라 강관 포스트 또는 압연 강판 파이프 포스트를 사용할 수 있습니다.
• 플레이트를 파이프로 굴릴 때 길이 방향 이음매를 용접하고 매끄럽게 연마해야 합니다. 특히 로프가 포스트 표면을 통과하거나 접촉할 수 있는 부분은 더욱 그렇습니다.
• 파이프와 베이스 연결부의 홈 준비는 승인된 WPS에 따라 수행될 때 더 깊은 용접 침투와 더 나은 구조적 연속성을 지원합니다.
• 데크 용접 모서리는 프로젝트 도면에서 요구하는 심용입 용접을 위해 준비할 수 있지만 최종 용접 형태, 용접 레그, NDT 및 등급 입회는 생산 전에 확인되어야 합니다.
• 부드럽고 잘 다듬어진 로프 접촉 표면은 일반적인 계류 작업 중에 와이어 로프, 마닐라/사이잘 섬유 로프 또는 합성 로프의 날카로운 국부 접촉을 줄이는 데 도움이 됩니다.
• 29~981kN의 공급된 SWL 범위를 통해 구매자는 SWL을 로프 MBL, 테스트 하중 또는 파괴 하중과 혼합하지 않고 계류 작업에 따라 선택할 수 있습니다.
• 표면 처리는 용기 도장 사양, 부식 환경 및 소유자 검사 요구 사항에 맞게 조정될 수 있습니다.
맞춤 속성
• 표준: JIS F 2001 Type B → 선박 도면 또는 소유자 사양에서 Type B 베이스 플레이트 볼라드 배열을 요구하는 경우 사용합니다.
• 상품명 : 더블비트 계류볼라드 제작 → 계류라인 확보용 데크계류 피팅류로 제작된 제품이 아닌 리프팅 제품입니다.
• 베이스 형태: 넓은 베이스 플레이트 → 데크 용접 면적을 제공하며 데크 보강 및 용접 세부 사항을 확인해야 합니다.
• SWL 범위: 29 ~ 981 kN → 제공된 테이블 및 프로젝트 계류 계산에 따라 선택합니다.
• 공칭 직경: 100 ~ 800 mm → 견적, 도면 매칭 및 제품 식별을 위한 주요 크기 기준.
• 재료 옵션: C-Mn강/스테인레스강/쇄빙선 프로젝트용 특수강 → 최종 재료 등급 및 추적성은 확인됩니다.
• 제작방법 : 강관 또는 강판을 관 안으로 감아넣음 → 용접심 마무리는 로프 접촉 보호에 중요함.
• 용접 요건: 그루브 가공된 파이프-베이스 및 데크 용접 → 최종 용접 형태, WPS, NDT 및 등급 입회 범위가 확인됩니다.
• 적용 가능한 로프 참조: 와이어 로프, 마닐라 및 사이잘 섬유 로프, 합성 로프 → 로프 크기 및 리드 배열은 선박 도면을 통해 확인되어야 합니다.
• 표면 처리: Sa 2.5 블라스팅 + 참조용 에폭시 숍 프라이머 → 최종 코팅, 아연 도금 또는 광택 마감은 프로젝트 요구 사항을 따릅니다.
• 인증서 요구사항 : 프로젝트 요구사항에 따라 요청시 가능 → 견적 전 클래스 검사 및 승인 범위를 확인해야 합니다.
작동 방식
계류라인은 더블 비트 볼라드를 중심으로 유도 → 제작된 2개의 포스트에 의해 로프 하중 유지 → 파이프-베이스 용접 및 넓은 베이스 플레이트를 통해 국부적 힘 전달 → 데크 용접을 통해 보강된 데크 구조로 하중 전달 → 프로젝트 요구 사항에 따라 검사 및 최종 코팅 완료
응용
벌크선 | 유조선 | 컨테이너 선박 | 일반 화물선 | 작업선 | 예인선 | 선박 갑판 계류장 | 조선소 신조 프로젝트 | 교체 및 수리 프로젝트
인증 및 장점
인증서는 프로젝트 요구 사항, 검사 범위, 재료 추적성, 용접 문서 및 선급 협회 승인 절차에 따라 배열될 수 있습니다.
인증: CCS, NK, BV, ABS, DNV, LR, KR, IRS, RS, RINA, CRS, 제조사 테스트 인증서.
그림 및 사진
![]()
![]()
FAQ
Q1: 올바른 JIS F 2001 Type B 볼라드 크기를 어떻게 선택해야 합니까?
A1: 선박 계류 배열, 로프 유형, 로프 크기, 로프 리드 방향, 데크 보강 및 프로젝트 승인 요구 사항에 따라 공칭 직경 및 SWL을 선택합니다. 제공된 SWL 테이블은 볼라드 선택을 위한 것이며 로프 MBL 또는 테스트 하중으로 취급되어서는 안 됩니다.
Q2: B형 볼라드에 넓은 베이스 플레이트가 중요한 이유는 무엇입니까?
A2: 넓은 베이스 플레이트는 데크 용접 인터페이스를 제공하고 볼라드 힘을 선박 구조에 분산시키는 데 도움이 됩니다. 실제 데크플레이트 두께, 철근, 용접형태, 검사요건 등은 조선소나 설계사무소의 확인을 받아야 한다.
Q3: 주문하기 전에 어떤 용접 및 제작 세부 사항을 확인해야 합니까?
A3: 포스트가 강관 또는 압연 강판 파이프로 제작되었는지 여부, 파이프와 베이스 사이의 홈 용접 세부 사항, 데크 용접 준비, 용접 다리 또는 관통 요구 사항, WPS/NDT 범위, 재료 인증서, 표면 처리 및 수업 입회가 필요한지 여부를 확인하십시오.